
WorkNC 24(零件加工)
V24.01A 免費版- 軟件大小:556 MB
- 軟件語言:英文
- 更新時間:2024-09-21
- 軟件類型:國外軟件 / 機械電子
- 運行環境:WinXP, Win7, Win8, Win10, WinAll
- 軟件授權:免費軟件
- 官方主頁:
- 軟件等級 :
- 介紹說明
- 下載地址
- 精品推薦
- 相關軟件
- 網友評論
WorkNC24提供CAD功能模塊以及CAM功能模塊,在CAD模塊中您可以自由設計零件,設計模具,提供三維曲面建模功能,用戶可以使用曲面工具設計模型,也可以使用表面工具設計零件,也可以從其他的cad軟件上添加實體,添加曲面,添加模型文件到WorkNC24使用;CAM模塊功能也非常多,可以在軟件編輯孔加工方式,可以編輯刀具,可以執行CNC加工,可以執行多軸加工,可以執行后處理,還可以分析零件并生成報告數據,如果你需要WorkNC軟件就可以下載使用!

新版功能
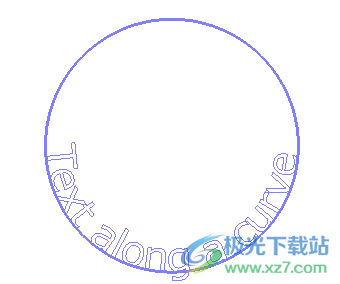
1、沿曲線的文字
此新功能允許相對于曲線(直線、圓、NURBS…)定位文本。
它可以從WorkNC CAD應用程序或從WorkNC中的準備或CAD模式運行。
然后,以這種方式創建的文本可以分解為干凈的相切曲線,用于加工。
這兩個命令是從界面左側的“文本功能”工具欄運行的。
文本函數工具欄

創建文本
單擊第一個圖標以運行文本創建功能。
選擇并驗證要在其上創建文本的曲線,以顯示“曲線上的文本”對話框。
“曲線上的文字”對話框
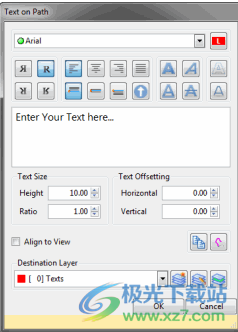
此對話框提供了廣泛的命令,允許您選擇文本字體、大小、位置等。
曲線上的文字示例
將文本分解為曲線
單擊第二個圖標以運行該功能。
選擇要轉換的文本(也可以指定存儲曲線的圖層)。
驗證
2、STL模型管理
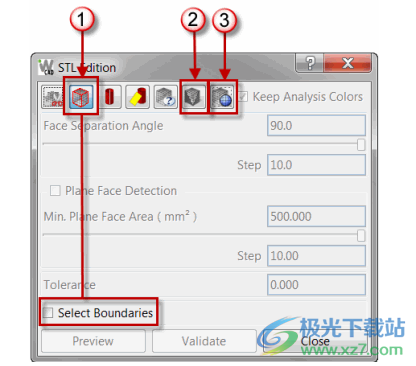
V24中出現了三個新功能,以提供改進的STL模型管理:
曲線創建(1),改進了查看區域中的拾取功能。
三角形抽取(2)以簡化模型并減少三角形的數量。
合并子網格(3)以簡化操作和選擇。
“STL版本”對話框
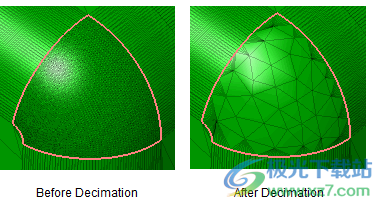
Decimate(圖標2)
單擊圖標并更改“公差”值。
選擇所需的網格實體,然后右鍵單擊進行驗證以運行抽取過程。
單擊對話框中的“驗證”按鈕進行確認。
決策前實體
抽取后的實體
合并網格圖元(圖標3)
單擊圖標,然后在查看區域中選擇所需的網格實體。
右鍵單擊以驗證合并操作。
邊界提取(圖標1)
單擊圖標并激活“選擇邊界”選項。
單擊要另存為曲線的STL實體邊界。
在所需圖層中驗證并另存為曲線。
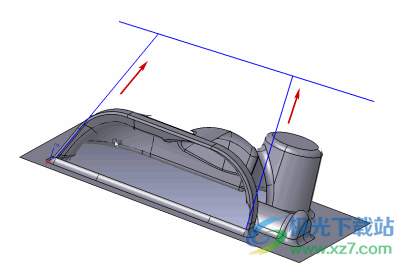
3、在視圖投影中延伸/修剪曲線
當涉及的曲線不在同一平面中時,“Extend/Trim Curves”功能現在起作用。
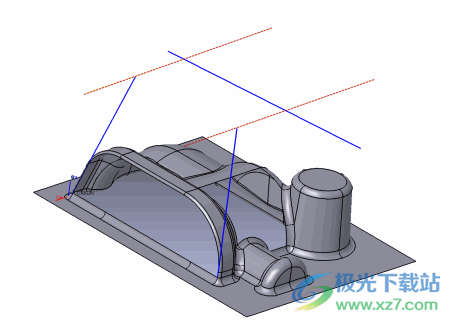
隨機視圖方向上的擴展
視圖重定向顯示不同平面中的曲線
4、靜止材質顯示
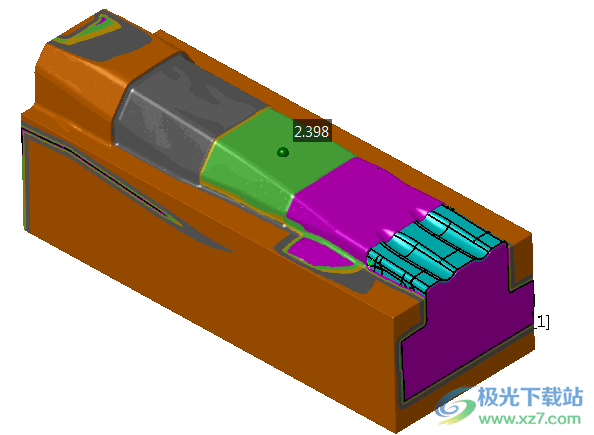
版本24中引入了一個新的“靜止材質模擬”顯示功能。這提供了關于幾何圖形和庫存模型(2D或3D)之間的庫存數量的精確信息。也可以將“靜止材質”計算限制為零件的用戶定義區域。
還通過顯示剩余坯料的厚度范圍來提高顯示質量。
單擊位于查看區域右側的“計算/顯示靜止材質”圖標“計算/展示靜止材質”將顯示以下對話框。
“靜止材質模擬”對話框
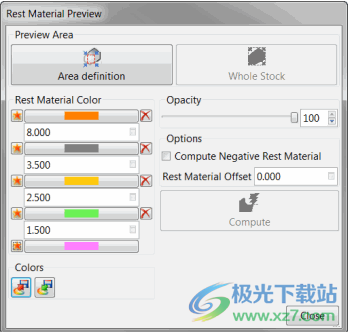
靜止材質厚度范圍值及其顏色在左側定義。單擊現有范圍左側的星形按鈕可以添加范圍。
區域定義是通過單擊對話框頂部的相應按鈕并在“查看區域”中操縱“邊界框”來定義的。
單擊“計算”按鈕運行計算。
在模擬的“靜止材質模型”上的任意點單擊,指示該點的坯料厚度。
5、3+2工具路徑轉換
現在可以將平移、旋轉和對稱操作應用于現有的3+2軸刀具路徑。以前,這些操作僅限于3軸和5軸刀具路徑。
變換后的刀具路徑被創建為原始3+2刀具路徑的子刀具路徑。
使用工作區管理器左側Toolpath Edition工具欄中的3+2軸Toolpath Transformations命令圖標運行該功能。
3+2軸刀具路徑轉換命令

單擊此圖標將打開“3+2變換”對話框。
“3+2工具路徑轉換”對話框

對話框頂部的三個選項卡允許對“平移”、“旋轉”和“對稱”變換模式進行編程。
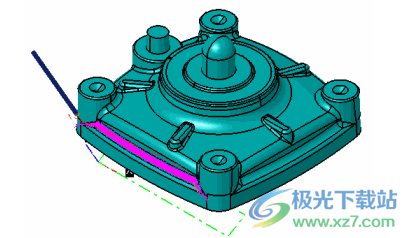
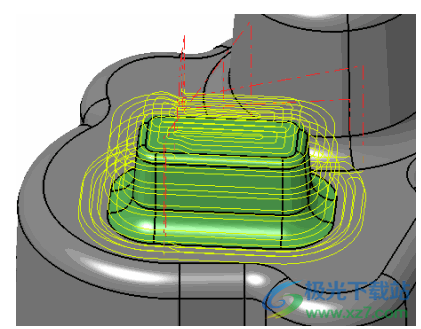
以下3+2 3D精加工刀具路徑用作如上所示編程的旋轉變換的基礎。
用于旋轉的初始3+2工具路徑
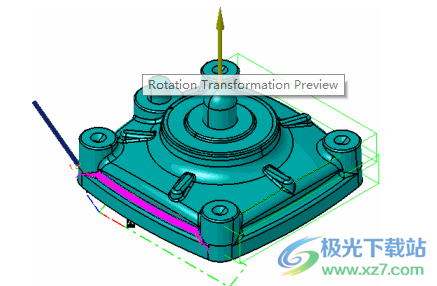
下圖顯示了在對話框中激活“TP預覽”選項時的旋轉預覽和軸。
旋轉變換預覽
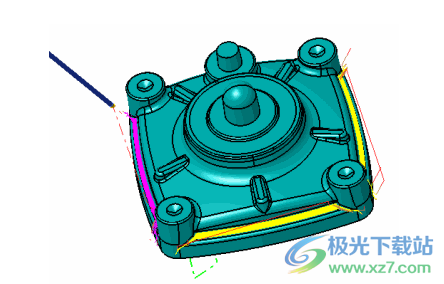
下圖顯示了單擊“應用”按鈕后旋轉的刀具路徑。
生成的子工具路徑
這是一個遞歸函數,因此在驗證和退出對話框之前,可以在原始工具路徑上執行所需的任意多個轉換命令。
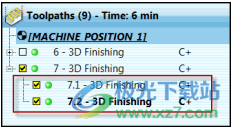
單擊“確定”按鈕驗證并刪除對話框后,子刀具路徑將顯示在工作區管理器的“刀具路徑”部分中,位于旋轉所基于的初始刀具路徑下方。
工作區管理器中的結果
注釋
不運行任何計算,根據變換參數復制刀具路徑,并根據這些參數創建視圖。
生成的子刀具路徑可以在查看區域中進行編輯。
在不刪除所有子刀具路徑的情況下,無法編輯原始刀具路徑(右鍵單擊原始刀具路徑,然后單擊顯示的上下文菜單中的Delete sub toolpath Resulting from a 3+2 Transformation命令行)。
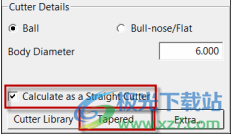
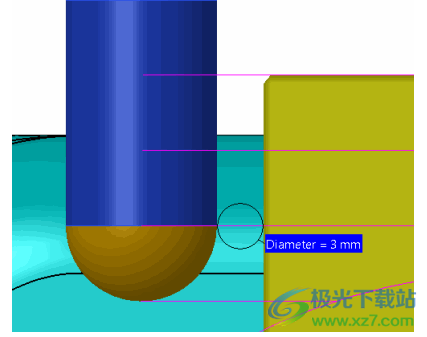
6、將錐形/錐形刀具計算為直刀具
此功能允許使用錐形/圓錐形刀具,但計算是基于刀具的直截面(刀尖直徑)。
錐形/錐形截面碰撞在計算完成后顯示,然后用戶可以采取必要的措施來消除碰撞。
此選項適用于大多數WorkNC精加工刀具路徑,即兩個2D刀具路徑,但不適用于粗加工和5軸策略。
定義錐形/圓錐形刀具時,該選項會出現在刀具路徑菜單的“刀具詳細信息”窗格中。
計算為直切刀選項
如果在直切刀計算過程中發生錯誤,刀軌狀態球體將顯示為紅色,C++計算指示器也顯示為紅色。
單擊紅色球體將顯示一個對話框,允許用戶選擇選項。
“直切刀碰撞”對話框
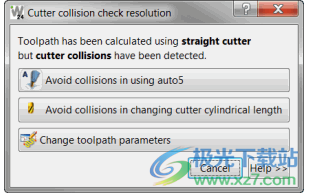
使用Auto5避免碰撞
運行Auto5模塊,允許用戶定義3到5軸策略,以避免碰撞。
更改刀具圓柱形長度
運行WorkNC刀具庫,允許用戶修改刀具尺寸。激活“工具庫”中的“柄”選項卡可指示避免碰撞所需的“到圓錐體的長度”。
更改工具路徑參數
打開刀具路徑菜單以允許修改刀具路徑策略參數。
注:
更改參數可能需要重新計算刀具路徑。將“長度到圓錐體”的距離延長到合適的值不需要重新計算。
7、機器碰撞檢測優化
機器極限/機器碰撞檢測
為了縮短計算時間,在機器碰撞檢測模塊中引入了新的參數。
機器碰撞檢測選項
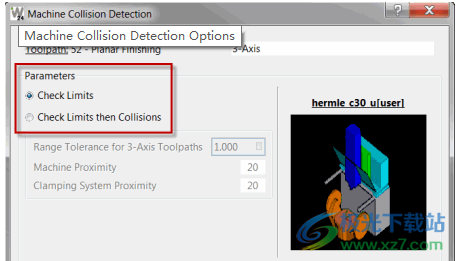
首先,您只能檢查機器極限,計算速度非常快。預計算狀態在刀具路徑行中顯示為L-。
其次,您可以先檢查限制,然后在沒有發生超出限制的情況下檢查碰撞。預計算狀態在刀具路徑行中顯示為M-。
然后,結果顯示在Workzone Manager面板中相應的刀具路徑行中:
L+(黑色):無超限情況。
L+(紅色):檢測到超出限制條件。
M+(黑色):未檢測到超限或機器碰撞。
M+(紅色):檢測到機器碰撞。
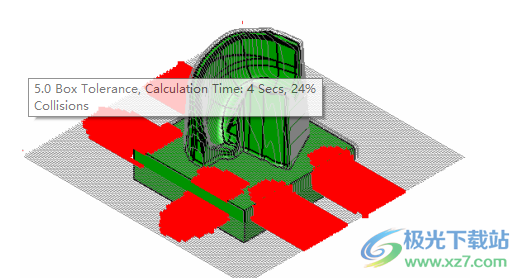
三軸刀具路徑的范圍公差
對3軸和3+2軸刀具路徑使用框公差可以顯著縮短計算時間。該策略意味著WorkNC檢查定義的立方體體積內的單個刀具路徑點。如果在該點檢測到碰撞,則該體積內的所有點都被視為處于碰撞中。
下面的屏幕截圖說明了這一策略。為了更清晰,機器和夾具系統顯示屏已被移除。所有刀具路徑的Stepover值都已設置為3。紅色區域表示夾緊區域中的碰撞。
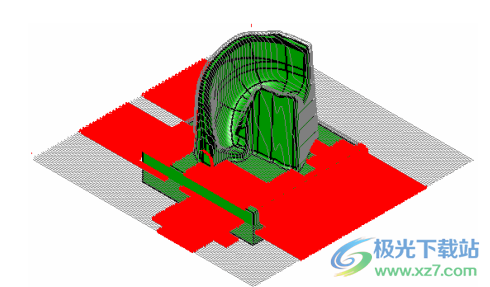
0.25長方體公差,計算時間:12秒,20%碰撞
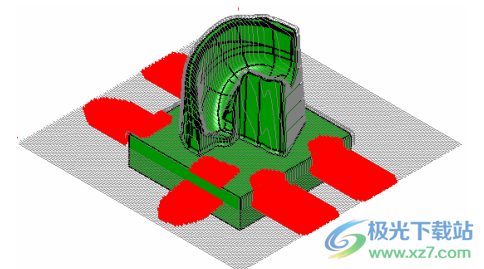
5.0長方體公差,計算時間:4秒,24%碰撞
20盒公差,計算時間:2秒,36%碰撞
軟件特色
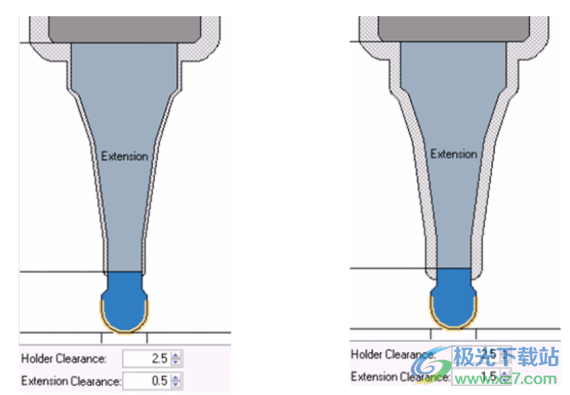
1、工具擴展
可以將新的刀具擴展部件添加到刀架部件中。可以使用與刀架本身不同的間隙值對刀具延長件進行編程。
刀具伸出間隙

有幾種方法可以訪問此參數:
從刀具路徑菜單中,激活刀具庫,然后激活支架選項卡。
在“刀架碰撞檢測參數”對話框中。
通過工具庫和刀架庫實用程序。
示例
以下兩張屏幕截圖顯示了定義了不同延伸間隙的同一刀架組件。
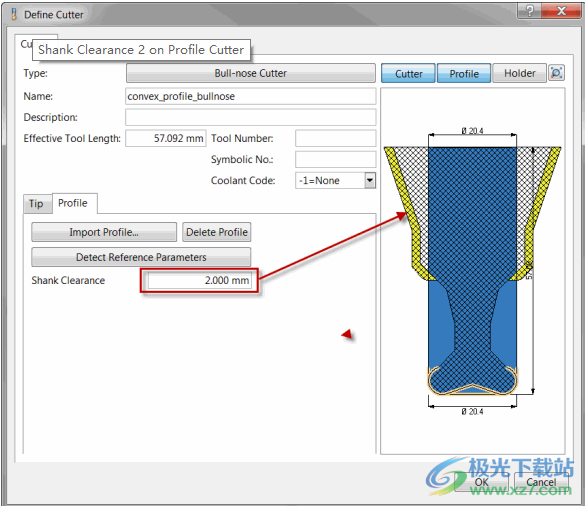
2、仿形刀具刀柄間隙
在以前版本的WorkNC中,無法將刀柄間隙應用于仿形刀具。現在,在外形尺寸超過刀具“直”部分的截面上,這是可能的。
仿形刀具上的刀柄間隙0
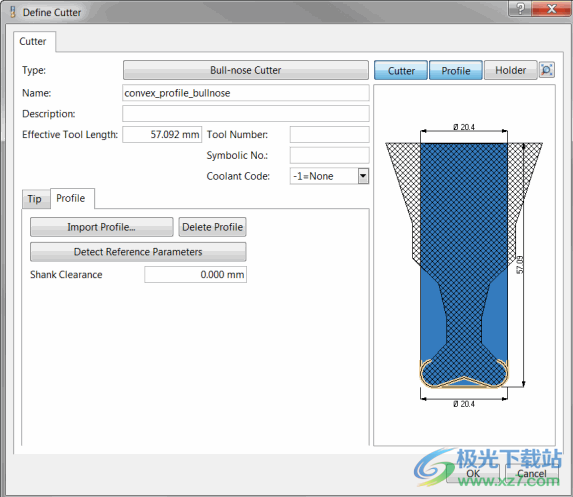
仿形刀具上的刀柄間隙2
3、Auto5
以前版本中位于“開發”選項卡下的一些選項現在已重新分配為“標準”選項。
這些涉及3到5軸轉換的特定幾何區域上的傾斜運動修改和機器極限檢查的縮回修改。
傾斜運動調整
這些選項現在出現在3到5軸戰略部分的高級選項卡中。
待加工的幾何區域和預期傾斜度

使用“標準(默認)”選項,將為轉換后的Z-Level Finishing刀具路徑獲得以下軌跡。
默認傾斜參數
當選擇“極窄區域”選項時,我們將獲得以下結果。
小型傾斜運動
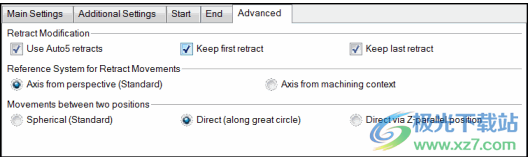
收回修改
集成了新的選項,允許Auto5重新計算收回運動。
這些選項在Auto5的“機器限制檢查”部分的“高級”選項卡下可用。
收回修改選項
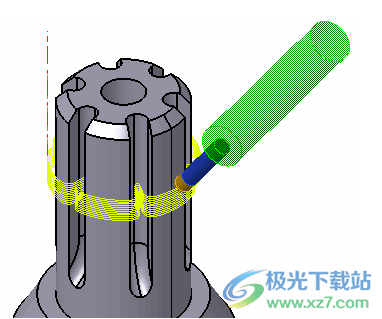
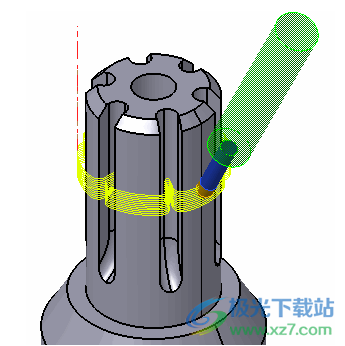
使用Auto5回縮(其他選項為標準選項)
以下屏幕截圖顯示了在3軸刀具路徑中計算的原始回縮。
原始回縮

激活Use Auto5 Retracts(使用自動5回縮)會產生以下結果。
Auto5回縮

當刀具接近零件幾何形狀時,五軸用戶更喜歡避免機器嚴重傾斜。如果連續移動和傾斜回縮運動,某些機器也會非常慢,因此Auto5回縮是矩形的。
根據視圖或加工上下文收回運動
按照視圖方向收回
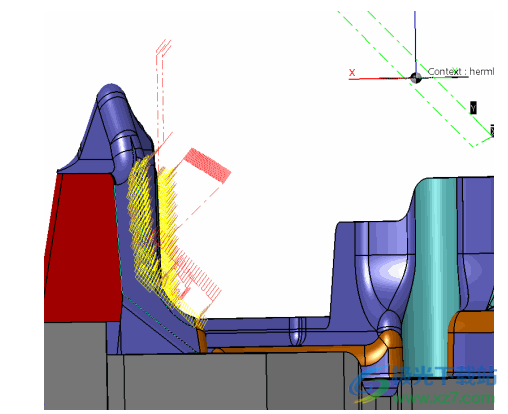
沿加工上下文Z軸方向縮回
通常主縮回方向與視圖平行。然而,在某些情況下,由于特定的運動學,最好以不同的方式執行回縮。
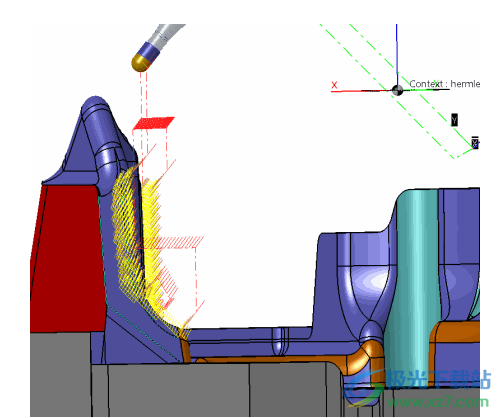
兩個位置之間的球面運動或直接運動
定義如何執行兩個傾斜之間的角度轉換。
球形運動
在上面使用“球面運動”選項的示例中,A角度保持不變,C角度逐漸變化。這通常是優選的運動,因為C角旋轉更快。
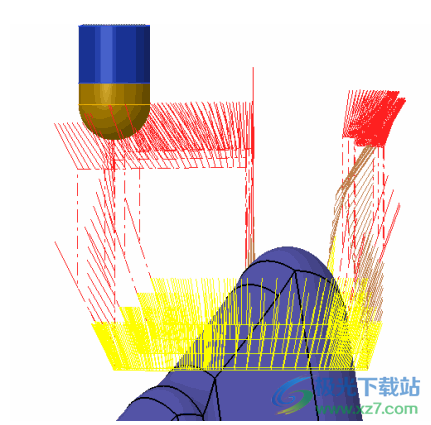
在下面顯示的直接移動示例中,第一次移動到平行于參考系統的Z軸的位置,然后執行平移。
直接移動

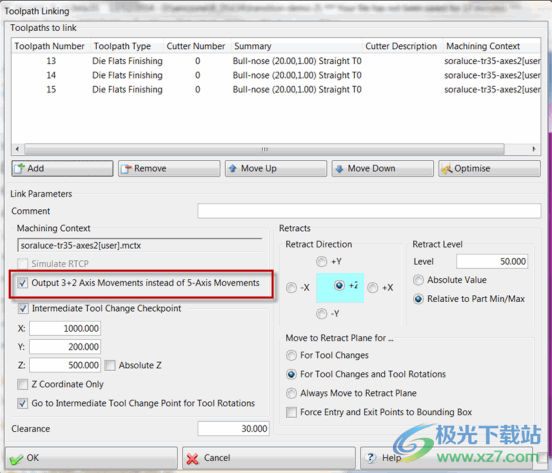
4、裝配刀具路徑-輸出3+2軸運動
由于許多客戶都有5軸分度加工中心,因此增加了一個新選項,允許在3+2軸模式下進行連桿移動。
此選項位于“工具路徑鏈接”對話框中。
安裝方法
1、將WorkNC24軟件安裝到電腦,按照引導提示安裝就可以了

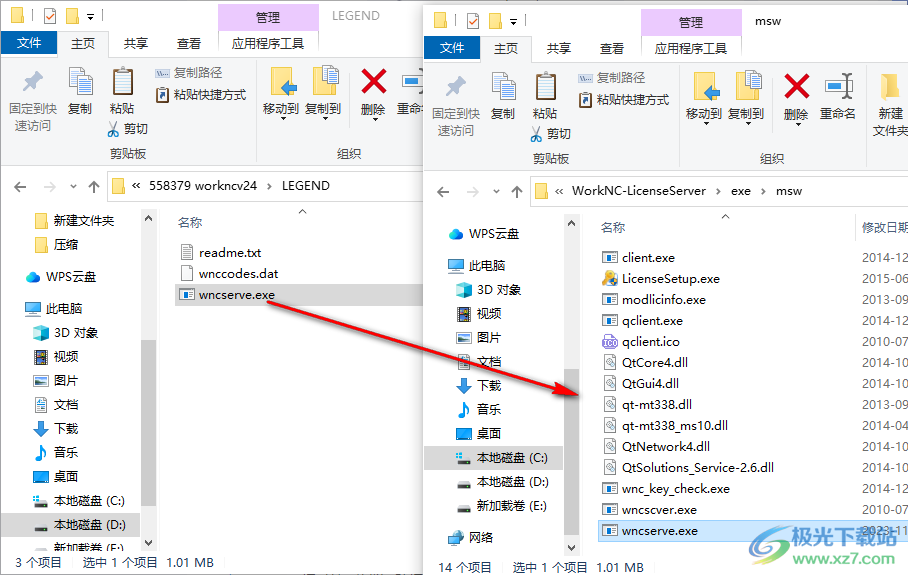
2、安裝完畢復制安裝包“LEGEND”目錄下的“wncserve.exe”文件到C:WorkNC-LicenseServerexemsw目錄覆蓋源文件
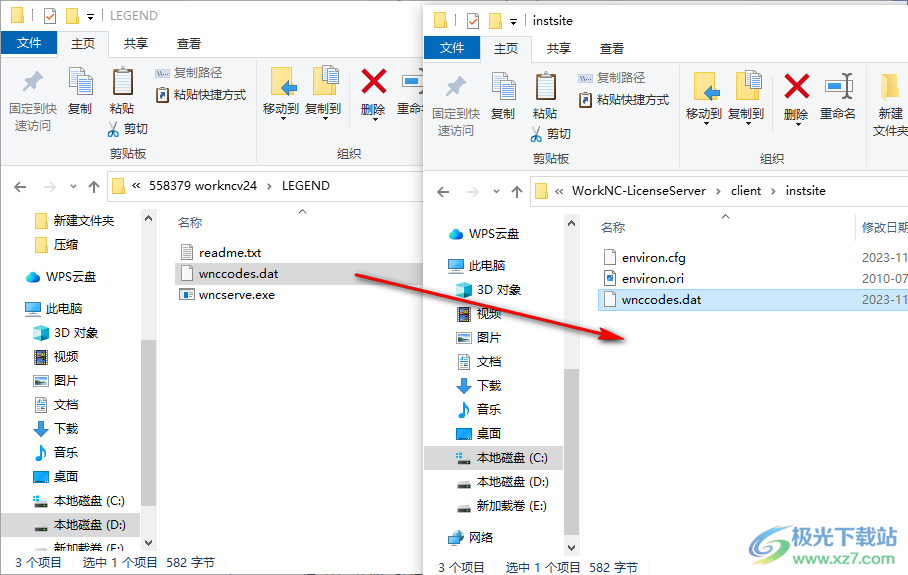
3、復制安裝包“LEGEND”目錄下的“wnccodes.dat”文件到C:WorkNC-LicenseServerclientinstsite目錄覆蓋源文件
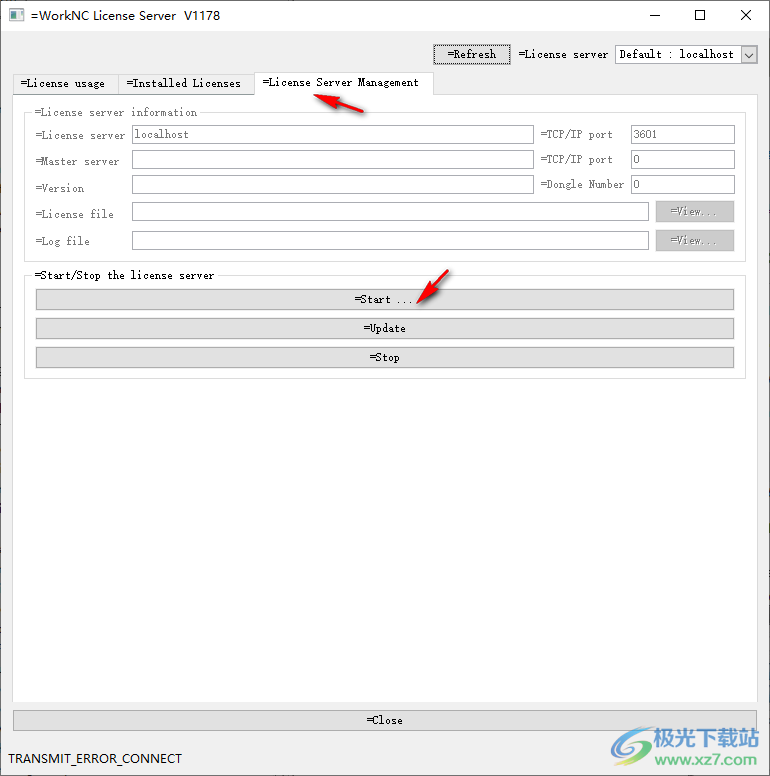
4、通過WorkNC LicenseServer組中的license Manager工具安裝/啟動/重新啟動許可證服務器
官方教程
全局粗加工
WorkNC版本24中的全局粗加工刀具路徑進行了許多重大改進。
平滑半徑
此功能最初作為原型包含在WorkNC V23中。
“平滑半徑”也應用于已修改的刀軌拐角區域,以避免與刀架發生碰撞。
下圖顯示了兩個相同編程的刀具路徑——一個來自標準V23,一個來自V24。請注意紅色邊框區域的差異。
V23+V24刀具路徑
讓我們放大這個區域以獲得更清晰的視圖。
縮放平滑的角
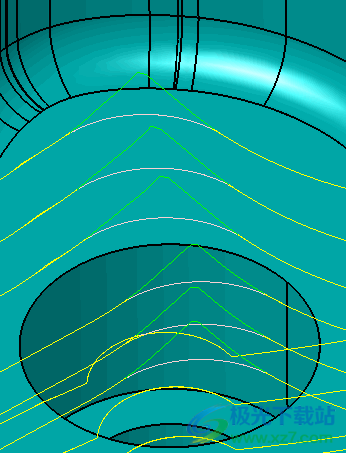
工具路徑的黃色部分對兩個版本都是通用的。
綠色部分由以前的版本生成,其中“平滑半徑”未應用于工具路徑的修改區域。
淺灰色部分是使用V24生成的,其中應用了“平滑半徑”。
從坯料邊緣引入的距離
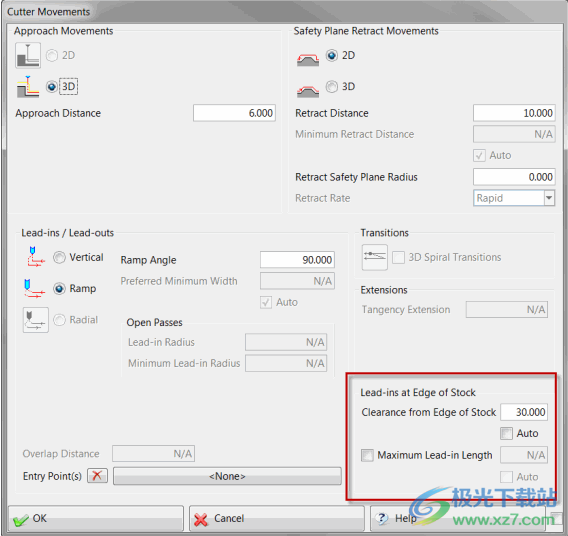
現在可以為全局粗加工定義引入距離。在以前的版本中,如果庫存定義不準確,則存在損壞工具的風險,因為該工具可能與實際庫存過于接近,無法進行引入運動。
一個新參數已添加到“刀具移動”對話框中。
庫存提前清關
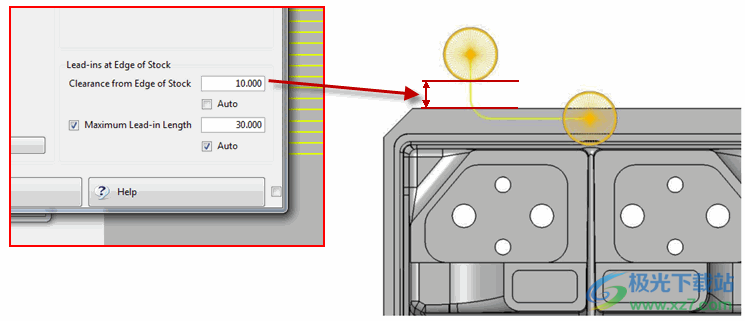
此參數的使用示例如下所示。
庫存鉛清倉示例
本地股票
WorkNC V24增加了新型本地庫存。除了V23中引入的長方體局部坯料外,現在還有三種額外的類型:
通過擠壓。
按選定曲面。
通過焊道。
這些選項顯示在“庫存參數”對話框中。
“庫存參數”對話框

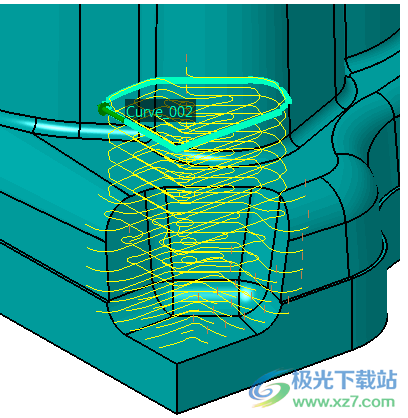
通過擠壓
此選項需要定義一條平面曲線,該曲線設置為本地庫存所需的Z高度,如下所示。
根據Curve_002通過擠壓獲得的本地庫存
焊縫
此選項需要定義曲線和半徑來模擬虛擬焊道坯料。
焊道虛擬坯料加工
按選定曲面列出的本地庫存
使用此選項,可以根據使用曲面偏移定義的選定曲面來定義局部鑄件毛坯模型。
表面選擇毛坯加工
平行粗加工
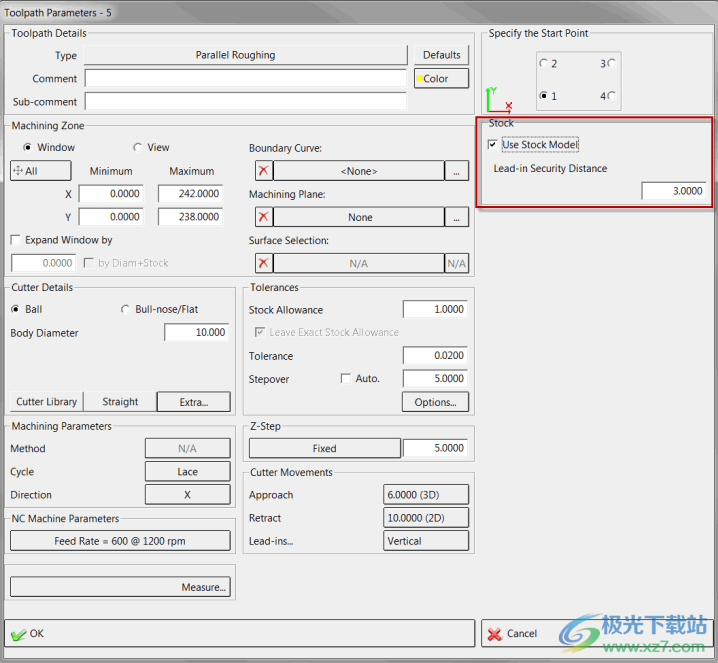
WorkNC V24完全修改了主要用于軟材料原型零件的平行粗加工刀軌。
工具路徑現在考慮了庫存模型,并提供了定義安全距離中的領先優勢的可能性。
平行粗加工工具路徑菜單
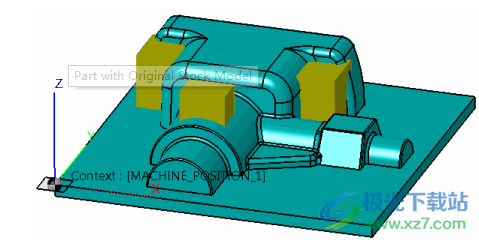
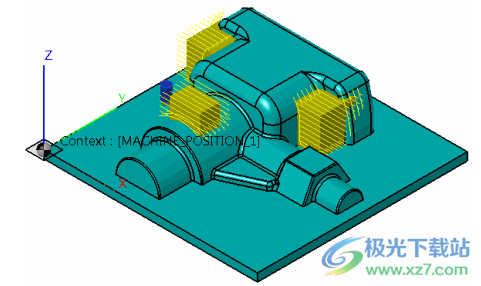
以下部分用于所有示例。庫存模型由導入的STL模型(黃色)表示,以顯示當前如何在此工具路徑中管理庫存。
帶有原始庫存模型的零件
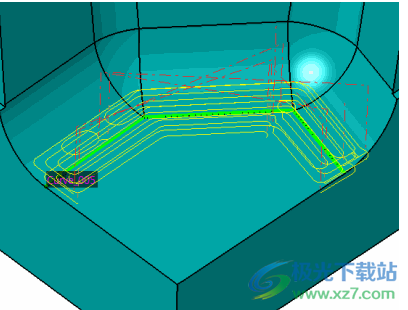
按照上述菜單中的編程,在零件上生成了以下刀具路徑。
庫存模型上的工具路徑
以下特寫鏡頭顯示了引入安全距離參數的使用。
顯示安全距離的引入位置
使用小工具制定粗略策略
在以前版本的WorkNC中,尤其是在需要大型庫存模型的零件上,很難用小刀具(刀具直徑限制為1mm)銑削小特征,如肋條。
在V24版本中,由于修訂了庫存模型管理功能,現在可以在3D和虛擬庫存模型上磨出這些功能(這不適用于2D庫存模型)。現在最小刀具直徑為0.2mm。
此改進功能適用于:
全局粗加工/再粗加工
平面粗加工/再粗加工
自適應粗加工
以下部分用于說明此功能。
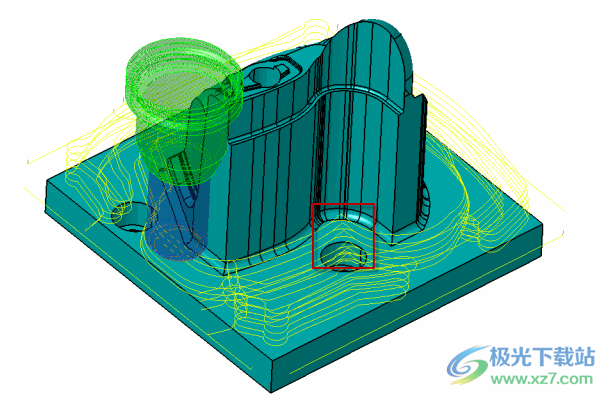
帶肋待加工零件

用小刀具加工的區域是紅色框突出顯示的2個肋骨。
對零件進行預粗加工,然后通過將肋的頂部邊緣定義為邊界曲線來對肋進行機加工,以限制機加工。使用的工具是直徑為1毫米的平面刀具。
以下刀具路徑是在肋骨內部生成的。

防撞-最短刀具長度
在粗加工刀具路徑中使用刀架防撞功能時,WorkNC現在還計算可用于所選刀架的最短刀具長度,同時考慮庫存模型。
當可以使用較短的刀具時,計算出的刀具路徑的H+符號顯示為綠色。
支架防撞狀態符號:無碰撞

單擊用戶界面左側工具欄中的支架碰撞檢測參數圖標按鈕圖標支架碰撞檢查參數會顯示相應的對話框,該對話框指示刀具的最短長度。
推薦的安全工具長度
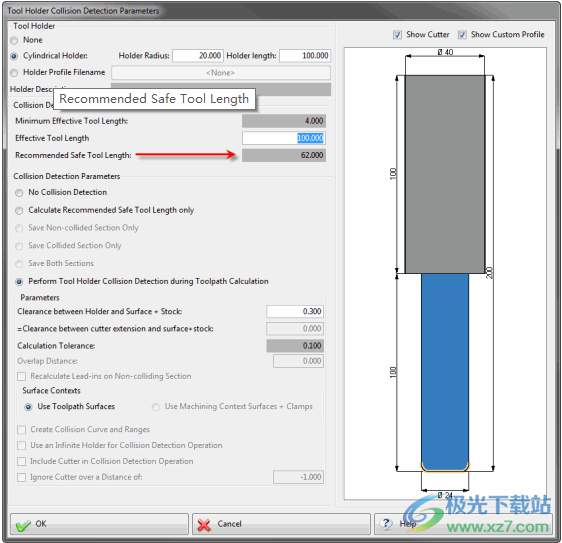
否則,當避免了碰撞時,支架狀態顯示為綠色的H’,并且計算的刀具長度不會修改。
該信息也顯示在工作區文檔中。
強制加工到用戶定義的Z
在以前版本的WorkNC中,存在強制粗加工刀具路徑(尤其是自適應三元粗加工)在給定平面上完成加工的問題。
這在版本24中是可能的,這要歸功于一種新的策略,該策略可以應用于全局粗加工、三元粗加工、螺旋型芯粗加工和平面粗加工刀具路徑。
“加工區”對話框的“加工平面”部分提供了一個新參數。
力最終Z

這將更改“Z步進”對話框,以確定如何調整Z步進,以便在定義的平面上正確完成。
Z步調整模式

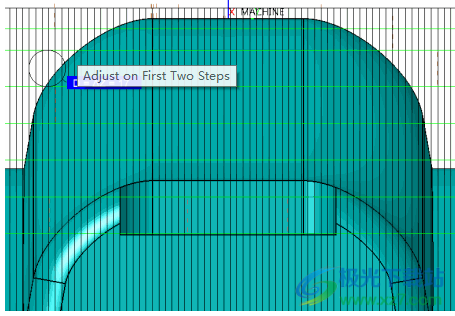
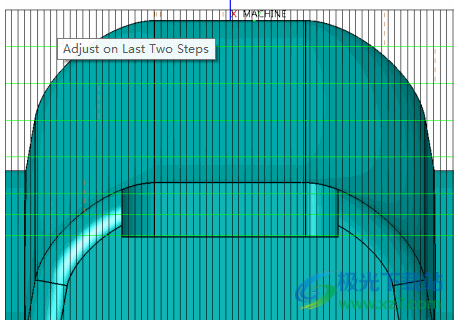
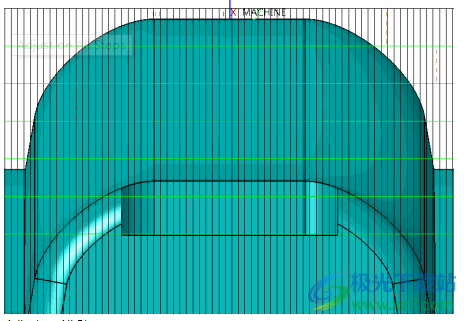
三種可能的Z步調整選項的效果如下所示,使用以下部分,其中選擇平面(1)作為最終Z。
調整Z階躍的示例部件

以下三個示例均使用Z步長值17進行編程。加工從坯料的高Z開始,該高Z以網格模式顯示以供參考。
前兩步調整
最后兩步調整
在所有步驟上進行調整
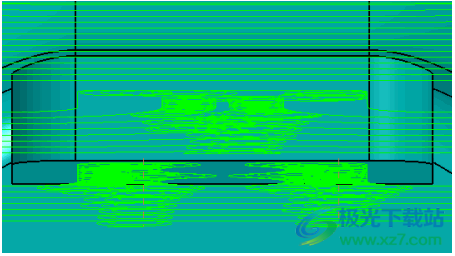
下一個圖像是圍繞Y軸旋轉的刀具路徑的屏幕截圖。這個例子表明,口袋底部的整個平面都是完全機械加工的。當“強制最終Z”選項未激活時,情況可能并非如此。
最終Z完成傳球

下載地址
- Pc版
WorkNC 24(零件加工) V24.01A
本類排名
本類推薦








裝機必備
換一批






















- 聊天
- qq電腦版
- 微信電腦版
- yy語音
- skype
- 視頻
- 騰訊視頻
- 愛奇藝
- 優酷視頻
- 芒果tv
- 剪輯
- 愛剪輯
- 剪映
- 會聲會影
- adobe premiere
- 音樂
- qq音樂
- 網易云音樂
- 酷狗音樂
- 酷我音樂
- 瀏覽器
- 360瀏覽器
- 谷歌瀏覽器
- 火狐瀏覽器
- ie瀏覽器
- 辦公
- 釘釘
- 企業微信
- wps
- office
- 輸入法
- 搜狗輸入法
- qq輸入法
- 五筆輸入法
- 訊飛輸入法
- 壓縮
- 360壓縮
- winrar
- winzip
- 7z解壓軟件
- 翻譯
- 谷歌翻譯
- 百度翻譯
- 金山翻譯
- 英譯漢軟件
- 殺毒
- 360殺毒
- 360安全衛士
- 火絨軟件
- 騰訊電腦管家
- p圖
- 美圖秀秀
- photoshop
- 光影魔術手
- lightroom
- 編程
- python
- c語言軟件
- java開發工具
- vc6.0
- 網盤
- 百度網盤
- 阿里云盤
- 115網盤
- 天翼云盤
- 下載
- 迅雷
- qq旋風
- 電驢
- utorrent
- 證券
- 華泰證券
- 廣發證券
- 方正證券
- 西南證券
- 郵箱
- qq郵箱
- outlook
- 阿里郵箱
- icloud
- 驅動
- 驅動精靈
- 驅動人生
- 網卡驅動
- 打印機驅動



網友評論