
Vero Edgecam 2023.1(2335)
x64 免費(fèi)版- 軟件大小:6.0 GB
- 軟件語言:英文
- 更新時(shí)間:2024-09-21
- 軟件類型:國外軟件 / 機(jī)械電子
- 運(yùn)行環(huán)境:WinXP, Win7, Win8, Win10, WinAll
- 軟件授權(quán):免費(fèi)軟件
- 官方主頁:
- 軟件等級(jí) :
- 介紹說明
- 下載地址
- 精品推薦
- 相關(guān)軟件
- 網(wǎng)友評(píng)論
Vero edgecam 2023.1提供機(jī)械設(shè)計(jì)功能,可以在這款軟件上設(shè)計(jì)零件,可以設(shè)計(jì)裝配,使用軟件提供的模型功能就可以開始創(chuàng)建實(shí)體模型,從而在軟件上開始編輯加工方式,您可以在軟件創(chuàng)建新的銑削加工方案,可以創(chuàng)建各種各樣的加工,如粗加工、仿形加工和面層加工,也可以在軟件上創(chuàng)建車削加工方案,輕松創(chuàng)建各種各樣的加工,包括粗車和精車,粗槽和精槽,功能還是比較豐富的,如果你需要加工零件就可以選擇Edgecam 2023版!
新版功能
制造增強(qiáng)功能
銑削-第三個(gè)旋轉(zhuǎn)軸的支撐
為包括第三旋轉(zhuǎn)軸的銑床增加了支撐。
對(duì)于此版本,我們支持兩個(gè)旋轉(zhuǎn)頭軸(章動(dòng)或正交)和一個(gè)旋轉(zhuǎn)臺(tái)軸:
?對(duì)于工作臺(tái)可以繞Y旋轉(zhuǎn)的臥式機(jī)器。
?對(duì)于立式機(jī)器,工作臺(tái)可以繞Z軸旋轉(zhuǎn)。
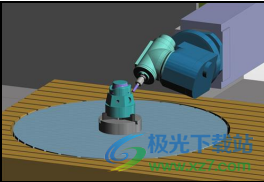
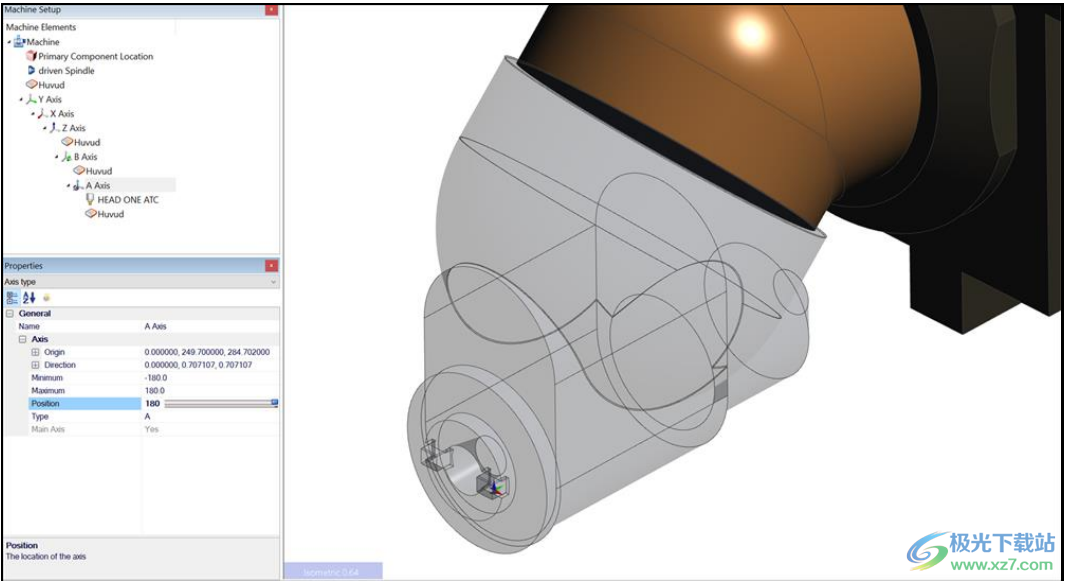
該示例顯示了垂直正交機(jī)床配置,其中B軸和a軸位于頭部,C軸位于工作臺(tái)上
EDGECAM繼續(xù)支持最多兩個(gè)活動(dòng)旋轉(zhuǎn)軸。但是,對(duì)于具有三個(gè)旋轉(zhuǎn)軸的機(jī)器,我們?cè)黾恿耸褂谩斑x擇旋轉(zhuǎn)軸”命令控制哪兩個(gè)旋轉(zhuǎn)軸在任何時(shí)候都處于活動(dòng)狀態(tài)的功能。
此命令位于Miscellaneous(雜項(xiàng))菜單中,僅當(dāng)6軸代碼生成器處于活動(dòng)狀態(tài)時(shí)才可用。。

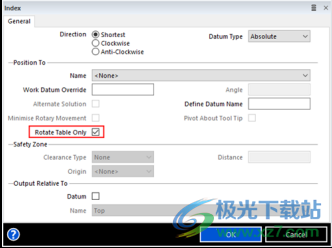
對(duì)于只需要在將旋轉(zhuǎn)頭軸鎖定在當(dāng)前角度的情況下索引表的情況,“索引”命令中添加了“只旋轉(zhuǎn)表”選項(xiàng)。
只有當(dāng)兩個(gè)旋轉(zhuǎn)頭軸都處于活動(dòng)狀態(tài)時(shí),“僅旋轉(zhuǎn)表”復(fù)選框才可用,否則它將變灰
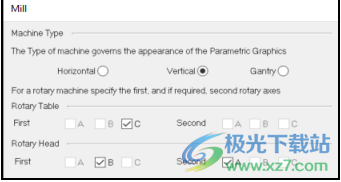
可以通過選擇兩個(gè)旋轉(zhuǎn)頭軸和一個(gè)旋轉(zhuǎn)工作臺(tái)軸來創(chuàng)建6軸代碼生成器。
以下機(jī)器配置支持正交和章動(dòng)配置:
?水平C A頭B表。
?水平C B頭B表。
?垂直B A頭C表。
這些配置使用6軸模板。
通過手動(dòng)修改樹,可以將機(jī)器樹配置為與您的機(jī)器匹配。
包括用于垂直正交和帶螺母旋轉(zhuǎn)頭的示例6軸代碼生成器:
?樣品磨機(jī)垂直BA封頭C表mm.cgd。
?樣品磨機(jī)垂直BA螺母頭C表mm.cgd
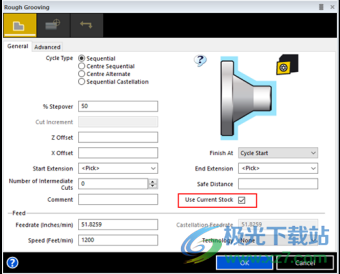
粗糙凹槽-使用移動(dòng)的當(dāng)前庫存選項(xiàng)
對(duì)于此版本,“使用當(dāng)前庫存”選項(xiàng)已從“高級(jí)”選項(xiàng)卡移動(dòng)到“常規(guī)”選項(xiàng)卡的“粗槽”循環(huán)中
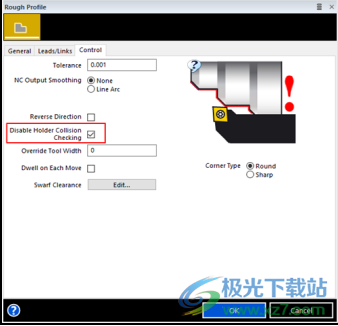
粗糙輪廓-添加了禁用支架Collison檢查的選項(xiàng)
對(duì)于此版本,“禁用支架碰撞檢查”選項(xiàng)已添加到“粗略輪廓”循環(huán)的“控制”選項(xiàng)卡中。選中此選項(xiàng)時(shí),循環(huán)將不會(huì)檢查支架是否發(fā)生碰撞。
碰撞檢查通常只在支架和零件復(fù)雜且周期計(jì)算時(shí)間過長時(shí)禁用。
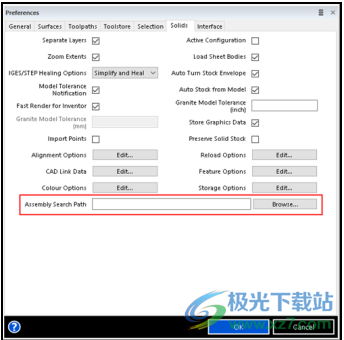
首選項(xiàng)-程序集附加搜索路徑
當(dāng)“存儲(chǔ)”選項(xiàng)設(shè)置為“存儲(chǔ)為Parasolid”時(shí),假設(shè)部件中的所有零件都在同一文件夾或子文件夾中。但是,某些零件可能位于不同的驅(qū)動(dòng)器或文件夾中。因此,對(duì)于此版本,您可以指定一個(gè)搜索文件夾來查找這些附加組件。
新的部件搜索路徑選項(xiàng)已添加到“系統(tǒng)配置”對(duì)話框的“實(shí)體”選項(xiàng)卡中。
EDGECAM安裝-StartHere.hta已退役
長期以來,EDGECAM安裝一直使用StartHere.hta作為應(yīng)用程序來指導(dǎo)用戶安裝EDGECAM及其組件。HTA格式不再受支持,并且經(jīng)常被公司的反病毒軟件阻止。因此,我們已經(jīng)停用了StartHere.hta文件及其“自動(dòng)播放”文件夾。
我們?cè)诟募A中用一個(gè)簡(jiǎn)單的setup.exe替換了它,以啟動(dòng)EDGECAM setup.exe,并添加了一個(gè)新的ReadMe.pdf,這是一個(gè)安裝指南,帶有更多信息的鏈接。

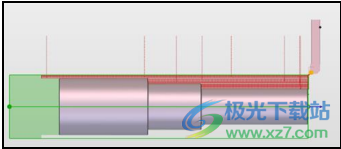
粗轉(zhuǎn)彎、粗輪廓和粗波形轉(zhuǎn)彎-Swarf間隙-沿單軸縮回
在長時(shí)間轉(zhuǎn)動(dòng)的軸上,只需沿X軸拉開工具即可清除切屑。Z軸移動(dòng)可能相當(dāng)長,這是不必要的,并且可能會(huì)浪費(fèi)時(shí)間。
用戶現(xiàn)在可以在粗轉(zhuǎn)彎和粗波形轉(zhuǎn)彎循環(huán)的“控制”選項(xiàng)卡上的“Swarf Clearance”對(duì)話框中將“Retract X”或“Retract Z”字段留空。該工具將在單個(gè)軸上拔出確實(shí)設(shè)置了值的零件。
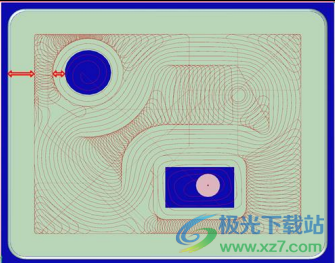
粗加工周期-新凸臺(tái)XY和Z偏移選項(xiàng)
粗加工周期已得到增強(qiáng),允許在嵌套口袋特征或線框內(nèi)使用凸臺(tái)的單獨(dú)偏移值。這在壁厚較薄的情況下是有用的,并且最好留下較少的材料用于成型循環(huán)。
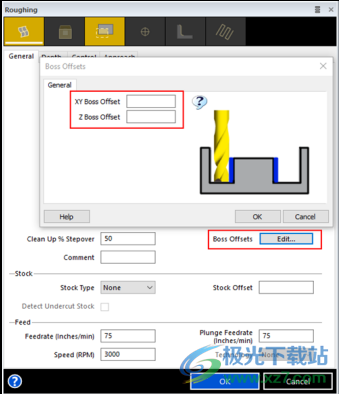
XY凸臺(tái)偏移和Z凸臺(tái)偏移選項(xiàng)已添加到“粗略加工”周期中的“常規(guī)”選項(xiàng)卡中。
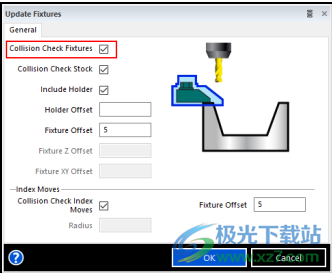
孔循環(huán)-旋轉(zhuǎn)孔的碰撞檢查夾具
夾具的碰撞檢查,以前對(duì)平面孔進(jìn)行過碰撞檢查;現(xiàn)在適用于旋轉(zhuǎn)孔。
這是通過在“更新裝置”命令的“常規(guī)”選項(xiàng)卡上選擇“碰撞檢查裝置”選項(xiàng)來激活的:
?鉆旋轉(zhuǎn)孔時(shí),循環(huán)可避免與夾具發(fā)生碰撞,并且忽略夾具阻擋的任何位置。
?反饋窗口中會(huì)顯示一條消息,說明尚未加工的孔的數(shù)量。
注:內(nèi)部鉗口尚未得到支撐。
3+2機(jī)器配置徑向銑削刀具路徑現(xiàn)在可以從兩側(cè)包裹
在以前的版本中,工具路徑只能從一個(gè)方向包裹,而試圖從相反的方向包裹會(huì)生成不正確的工具路徑。
現(xiàn)在也支持這兩個(gè)方向的“交替”角度解決方案,即(B90 C-180)和(B-90 C 180)
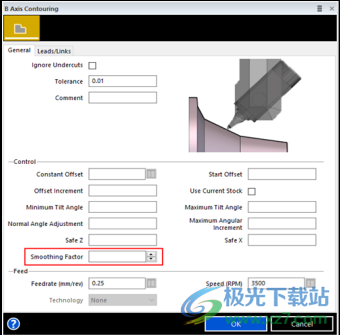
B軸輪廓周期-平滑選項(xiàng)
“B軸輪廓周期”對(duì)話框的“常規(guī)”選項(xiàng)卡中添加了一個(gè)新的“平滑因子”修改器:
添加此新修改器是為了在剖面分析時(shí)平滑B軸的移動(dòng)。循環(huán)可以在線性軸和旋轉(zhuǎn)軸上產(chǎn)生大的運(yùn)動(dòng),以保持輪廓上的正常位置。“平滑”選項(xiàng)是0-100之間的一個(gè)因子,它將抑制移動(dòng)。平滑還將減少NC代碼的數(shù)量,因?yàn)榭刂埔苿?dòng)所需的中間點(diǎn)較少。
倒角-允許使用球頭工具
倒角周期已得到改進(jìn),以支持球頭銑刀進(jìn)行倒角和去毛刺。
循環(huán)的工作方式與倒角工具完全相同,只是“接觸點(diǎn)”和“尖端偏移”不可用。Ballnose切割器的“接觸點(diǎn)”設(shè)置為50%。
軟件特色
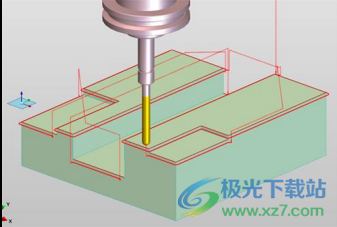
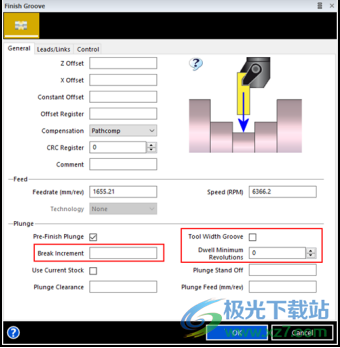
精加工槽-切割與刀具鑲塊寬度相同的槽
我們?cè)诰庸げ垩h(huán)的“常規(guī)”選項(xiàng)卡上的“預(yù)精加工柱塞”中添加了以下選項(xiàng),以使用插入寬度等于槽寬度的工具切割槽:
?刀具寬度凹槽-使預(yù)精加工插入能夠進(jìn)入刀具寬度通道。
?中斷增量-用于將預(yù)精加工柱塞拆分為更小的分段。
?停留最小轉(zhuǎn)數(shù)-在每個(gè)段的末端添加一個(gè)停留,以斷開切屑。停留長度可以通過指定主軸的最小轉(zhuǎn)數(shù)來控制。
注意:這只適用于預(yù)精加工柱塞,不影響精加工道次。
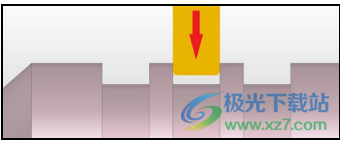
以前,由于內(nèi)置鑿槽保護(hù),該循環(huán)會(huì)阻止工具進(jìn)入此類凹槽。
在簡(jiǎn)單的凹槽上,預(yù)精加工柱塞可能是完成凹槽所需的全部,使用相同寬度的工具形成凹槽
導(dǎo)線增強(qiáng)功能
Wire-Agie Charmilles Uniqua Sequential后處理器
Agie Charmilles Uniqua Sequential后處理器現(xiàn)已在EDGECAM中提供。
從機(jī)器列表中選擇Acuniqua序列.ucp。機(jī)器配置列出了可用選項(xiàng)。
這些機(jī)器可以通過兩種方式進(jìn)行編程:
1.對(duì)于動(dòng)態(tài)控制,請(qǐng)使用ACuniqua后處理器。
Dynamic像ACVision一樣運(yùn)行機(jī)器。
2.對(duì)于順序控制,使用ACuniqua Sequential后處理器,
Sequential像ACCutx00一樣運(yùn)行機(jī)器。
注意:客戶將知道他們希望以何種方式運(yùn)行機(jī)器。

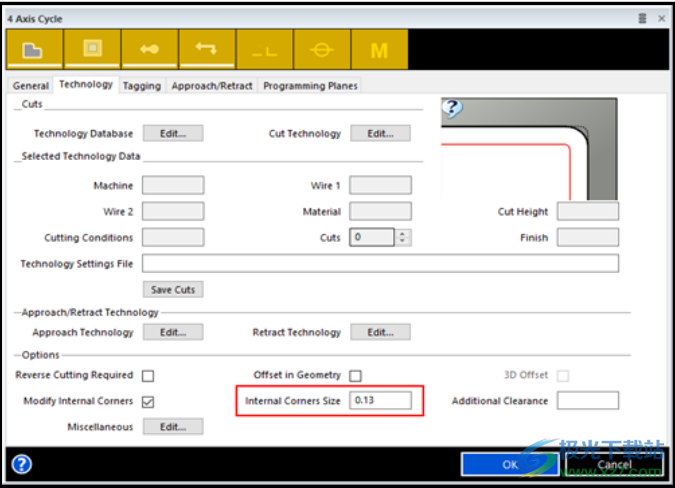
Wire-修改添加到所有循環(huán)中的內(nèi)角尺寸控制
現(xiàn)在可以在修改內(nèi)角點(diǎn)時(shí)定義半徑的大小。以前,使用的值是硬編碼的,并不適用于所有情況。
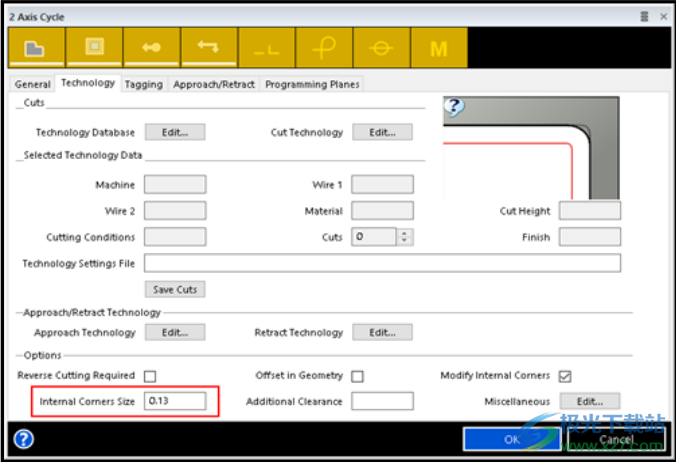
以前,“技術(shù)”選項(xiàng)卡上的“修改內(nèi)角”復(fù)選框可用于所有導(dǎo)線操作,但現(xiàn)在添加了“內(nèi)角尺寸”修改器,可以調(diào)整尺寸:
?輸入一個(gè)值來定義內(nèi)角的大小。默認(rèn)尺寸為0.13毫米(0.005英寸)。
?指定尺寸的圓弧安裝在內(nèi)部銳角處。
?此選項(xiàng)適用于偏移尖銳內(nèi)角有問題的機(jī)器控制裝置。
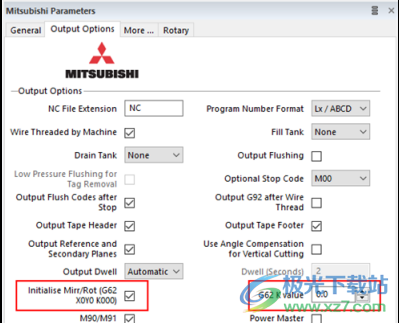
三菱-其他機(jī)器配置選項(xiàng)
添加了G62 K值選項(xiàng),可在后處理時(shí)定義刀軌方向值K。
通過選擇Initialize Mirr/Rot(G62 X0Y0 K000)復(fù)選框啟用該選項(xiàng)。
Sodick-其他機(jī)器配置選項(xiàng)
“輸出平面設(shè)置”下拉列表中添加了一個(gè)TP/TN/TB/TT選項(xiàng),用于輸出參考平面和次平面

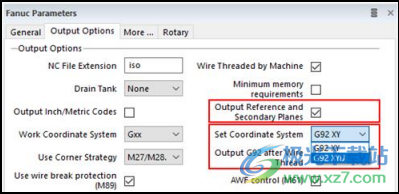
Fanuc-其他機(jī)器配置選項(xiàng)
XYIJ選項(xiàng)已添加到“設(shè)置坐標(biāo)系”下拉列表中,用于在G92線上輸出XYIJ。
通過選中復(fù)選框可以啟用該選項(xiàng)。
當(dāng)處于遞增G92模式時(shí),這會(huì)影響第一條G92線。
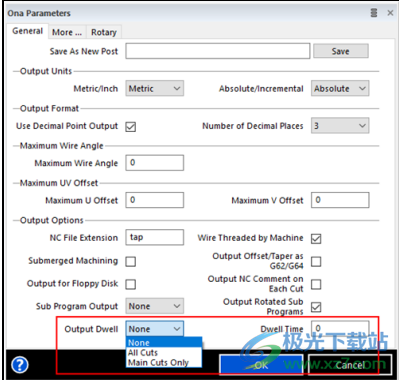
Ona-其他機(jī)器配置選項(xiàng)
增加了新的輸出停留和停留時(shí)間選項(xiàng),用于管理停留。
您可以選擇在“僅主切割”或“所有切割”后暫停機(jī)器,并指定停留時(shí)間(以秒為單位):
?停留在主切口上可使機(jī)器有時(shí)間在引出位置進(jìn)行額外的燃燒。
?停留在所有切割上可以在微調(diào)切割上留出額外的燃燒時(shí)間,這樣機(jī)器就有一些額外的時(shí)間來更改功率設(shè)置。
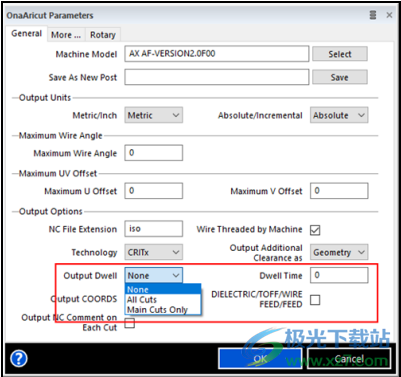
OnaAricut-其他機(jī)器配置選項(xiàng)
增加了新的輸出停留和停留時(shí)間選項(xiàng),用于管理停留。
您可以選擇在“僅主切割”或“所有切割”后暫停機(jī)器,并指定停留時(shí)間(以秒為單位):
?停留在主切口上可使機(jī)器有時(shí)間在引出位置進(jìn)行額外的燃燒。
?停留在所有切割上可以在微調(diào)切割上留出額外的燃燒時(shí)間,這樣機(jī)器就有一些額外的時(shí)間來更改功率設(shè)置。
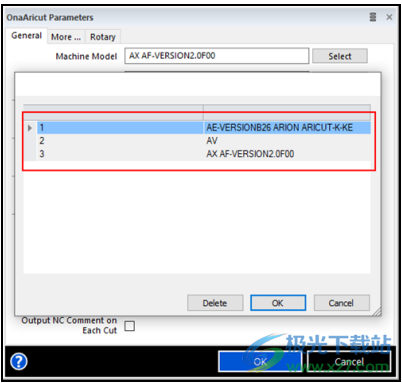
添加了新的機(jī)器選項(xiàng),可以使用機(jī)器型號(hào)的選擇按鈕進(jìn)行選擇
代碼向?qū)г鰪?qiáng)功能
編輯旋轉(zhuǎn)軸類型
對(duì)于此版本,我們?cè)黾恿藦妮S屬性編輯旋轉(zhuǎn)軸類型的可能性。
在以前版本的代碼向?qū)е校送耆亟渲猓妮S類型并不容易。
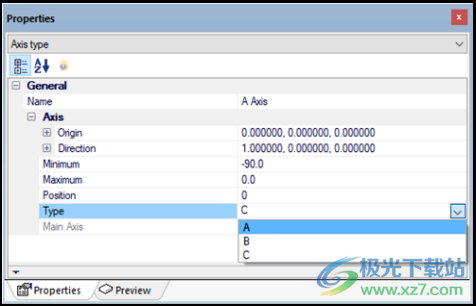
設(shè)置類型將在機(jī)器樹中設(shè)置相應(yīng)的圖標(biāo)。它不會(huì)更改名稱或方向設(shè)置;如果需要,用戶可以更改這些。
在章動(dòng)的情況下,更難確定軸類型,在某些情況下,設(shè)置不正確會(huì)導(dǎo)致索引移動(dòng)不正確或索引失敗。
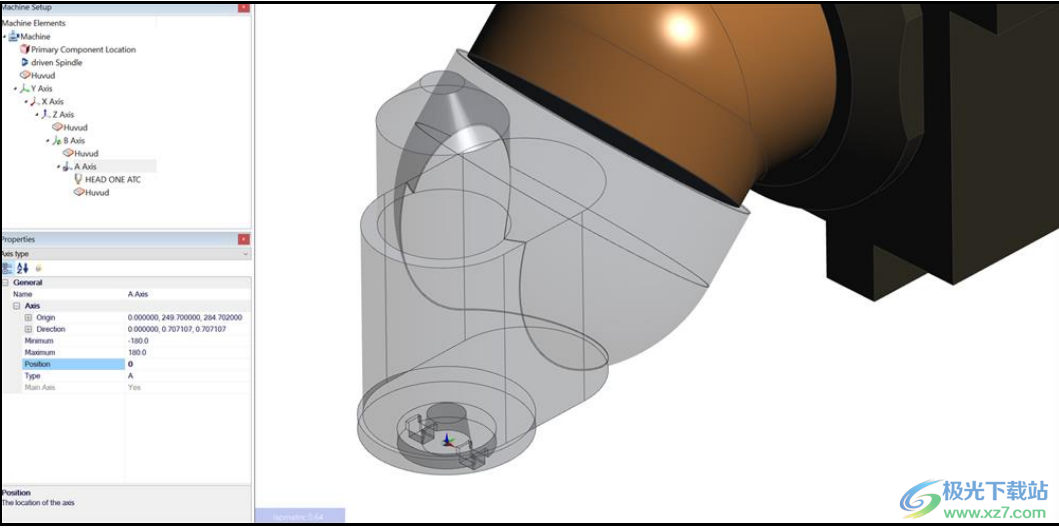
需要注意的是,EDGECAM使用旋轉(zhuǎn)軸類型來確定是否可以根據(jù)相應(yīng)的正交機(jī)床達(dá)到所選的分度工作平面。
要確定章動(dòng)軸的軸類型A、B或C,您需要考慮需要繞哪個(gè)線性軸旋轉(zhuǎn)才能從垂直軸變?yōu)樗捷S。
因此,對(duì)于下面的章動(dòng)情況,需要將軸類型設(shè)置為A;為了使正交機(jī)床從垂直變?yōu)樗剑瑱C(jī)頭需要繞X軸旋轉(zhuǎn)
使用方法
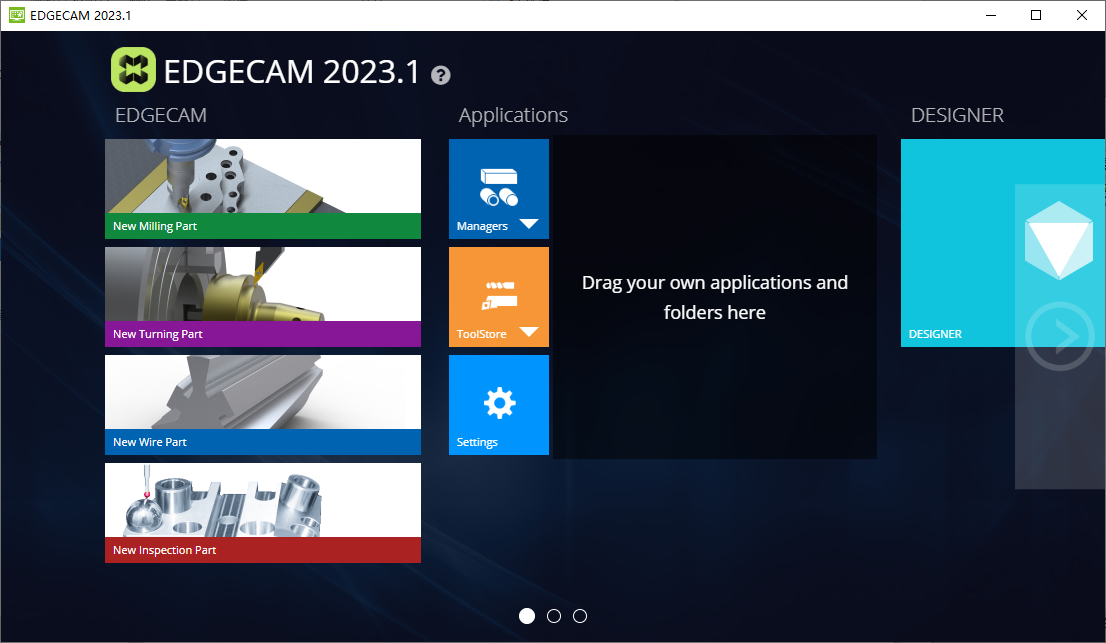
1、下載軟件以后解壓安裝包,打開EC2023.1.0_English.iso
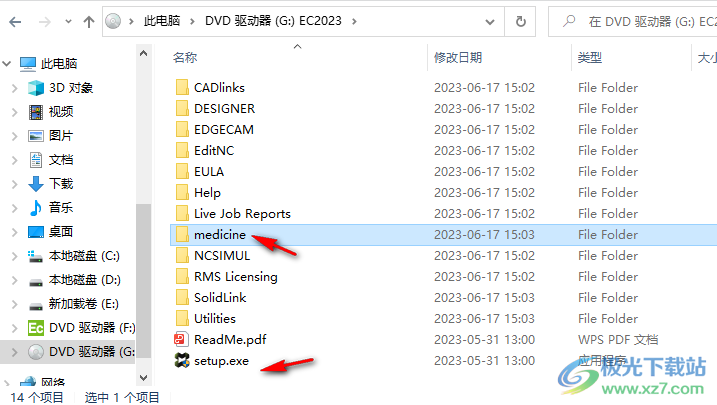
2、啟動(dòng)setup.exe就可以直接安裝軟件
3、如圖所示,設(shè)置軟件的安裝地址,可以選擇安裝在D盤

4、等待主程序安裝結(jié)束吧
5、安裝完畢以后必須啟動(dòng)一次EDGECAM 2023.1 License Manager,這樣才能創(chuàng)建許可證目錄

6、啟動(dòng)以后顯示許可管理界面,將其關(guān)閉
7、從medicine文件夾復(fù)制補(bǔ)丁lservrc到許可證目錄
8、默認(rèn)的地址是:C:ProgramDatavero softwareclsN14--1XQT8HAXRSC6UKF
9、啟動(dòng)Vero Edgecam 2023.1就可以正常使用了
官方教程
什么是EDGECAM銑削?
銑削模塊提供二軸半、三軸和五軸銑削功能。五軸銑削循環(huán)允許您在最多五個(gè)軸(即三個(gè)線性軸和兩個(gè)旋轉(zhuǎn)軸)上同時(shí)驅(qū)動(dòng)刀具。
各種銑削(驅(qū)動(dòng))刀具類型可以從ToolStore加載,也可以由參數(shù)定義。
可以使用以下標(biāo)準(zhǔn)類型的加工循環(huán)相對(duì)于模型幾何圖元驅(qū)動(dòng)刀具:
分析
袋裝銑削
端面銑削
開槽
鉆孔生產(chǎn)
表面銑削
如果在定義這些操作的序列后需要進(jìn)行更改,則可以隨時(shí)重組序列,根據(jù)需要插入、編輯或刪除各個(gè)命令。
在設(shè)計(jì)環(huán)境中對(duì)原始幾何圖形所做的任何更改都會(huì)反映在基于該幾何圖形的所有加工命令中。
可以使用默認(rèn)或用戶生成的工具圖形在屏幕上模擬工具移動(dòng)。提供了對(duì)模擬的完全控制,包括速度控制、線束模式和模擬特定指令。
生成工具路徑后,可以顯示和檢查實(shí)心矩形塊中剩余材料的表示。檢查工具路徑結(jié)果的其他方法是渲染未切割的網(wǎng)格并報(bào)告循環(huán)時(shí)間。
這些功能中的大多數(shù)也可以與車削中心的從動(dòng)刀具一起使用,從而實(shí)現(xiàn)刀具的C軸和Y軸控制。
您還可以控制機(jī)床的特定功能,如冷卻液打開/關(guān)閉。
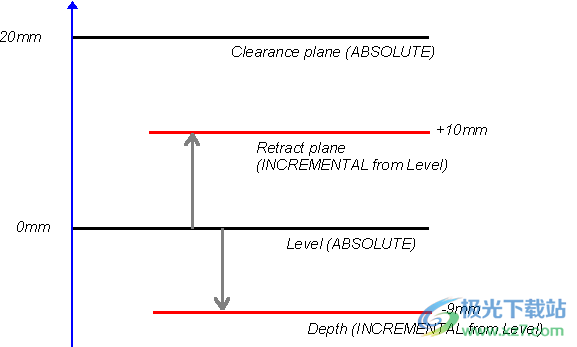
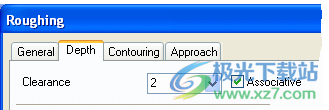
循環(huán)的深度參數(shù)
在銑削循環(huán)中,可以在“深度”選項(xiàng)卡中指定各種高度類型的參數(shù)。對(duì)于特征和實(shí)體,可以指定關(guān)聯(lián)的深度參數(shù)。
以下是指定參數(shù)的非關(guān)聯(lián)方式:
清除
Z值,達(dá)到或超過該值時(shí),刀具可以快速移動(dòng),不會(huì)有與工件碰撞的危險(xiǎn)。
數(shù)量
Z值,低于該值可能開始切割(向下移動(dòng))。這通常是您正在加工的形狀的最高點(diǎn)。例如,在粗加工循環(huán)中,切割將在此級(jí)別開始。(請(qǐng)注意,切割不一定從該級(jí)別開始;例如,在平地循環(huán)中,該級(jí)別可能沒有任何平坦區(qū)域。)
收回
將其添加到“級(jí)別”值中,以在區(qū)域內(nèi)生成“次要”間隙值;例如,你可能想要加工一個(gè)沉在口袋里的老板。
深度
將其添加到“級(jí)別”值中,以生成要停止切割的級(jí)別。
可以鍵入值,也可以通過選擇實(shí)體來派生值。
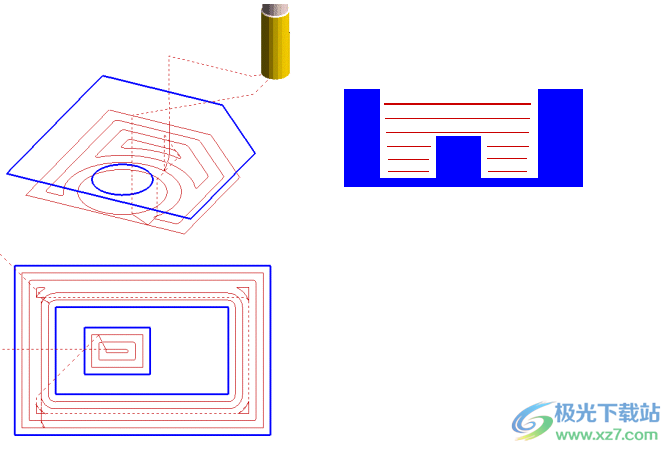
間隙、回縮、水平和深度參數(shù)示意圖
深度的使用方式可能因周期而異。任何獨(dú)特的信息都包含在每個(gè)特定周期的主題中。
關(guān)聯(lián)深度參數(shù)
在基于實(shí)體的加工中,可以使循環(huán)的深度參數(shù)與模型及其特征相關(guān)聯(lián)。
關(guān)聯(lián)間隙圖示
關(guān)聯(lián)級(jí)別圖示
關(guān)聯(lián)深度圖示
可以在“粗略處理”循環(huán)中設(shè)置關(guān)聯(lián)間隙選項(xiàng):
如圖所示,選中后,可以指定從要加工的實(shí)體或特征的關(guān)鍵高程開始遞增的值。例如,關(guān)聯(lián)標(biāo)高將從所選模型的最頂部點(diǎn)(最高Z值)開始遞增。如果未選中,則指定絕對(duì)深度值。(請(qǐng)注意,對(duì)于要素,“關(guān)鍵高程”由其“標(biāo)高”、“深度”和“底部”屬性給定。)
具有多個(gè)輪廓的工具深度
如果加工多個(gè)輪廓,在第一個(gè)輪廓完成后,工具將:
垂直于間隙平面快速移動(dòng)。
在工作平面中快速移動(dòng),直到下一個(gè)輪廓的起點(diǎn)上方。
迅速降落到收回飛機(jī)上。
向下饋送到深度平面的起點(diǎn)。
在循環(huán)結(jié)束時(shí),工具將保持在深度平面上。
在循環(huán)中使用線框幾何圖形
在粗加工、柱塞粗加工、輪廓加工和平地精加工循環(huán)中,可以選擇一個(gè)或多個(gè)閉合輪廓。根據(jù)具體情況,它們會(huì)自動(dòng)被解釋為口袋或老板。您也可以選擇帶孤島的封閉式口袋或開放式口袋。
指定封閉口袋
可以選擇一個(gè)或多個(gè)閉合輪廓,并且它們被自動(dòng)解釋為口袋;即輪廓的內(nèi)部將被加工。您需要手動(dòng)設(shè)置“Level”和“Depth”參數(shù)。
使用“粗略加工”和“輪廓加工”循環(huán)僅加工口袋時(shí),請(qǐng)將“庫存類型”設(shè)置為“無”。
僅使用平面精加工循環(huán)加工口袋時(shí),將“凸臺(tái)”設(shè)置為未選中。

口袋內(nèi)的任何封閉型材都被視為孤島。一旦刀具路徑低于孤島輪廓的水平,循環(huán)將考慮孤島。
指定外螺紋零件/凸臺(tái)
如果在還選擇了庫存的情況下選擇了一個(gè)或多個(gè)閉合輪廓,則這些輪廓將自動(dòng)解釋為凸臺(tái)。
當(dāng)只是加工凸臺(tái)時(shí),在粗加工和仿形周期中,庫存通常應(yīng)設(shè)置為“仿形”或“邊界框”;在平地修整周期中,應(yīng)檢查“Boss”。
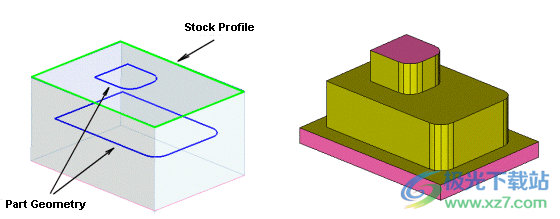
如果許可證允許,可提供其他庫存類型。
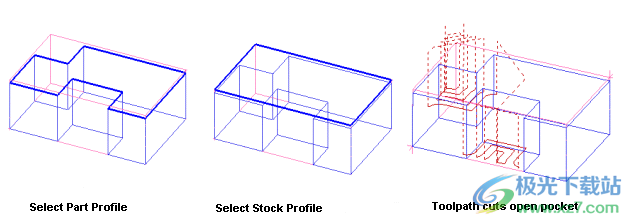
指定開口口袋
與凸臺(tái)一樣,線框開口口袋需要定義庫存。
這確定了要加工的區(qū)域(零件輪廓和庫存輪廓之間的差異)。
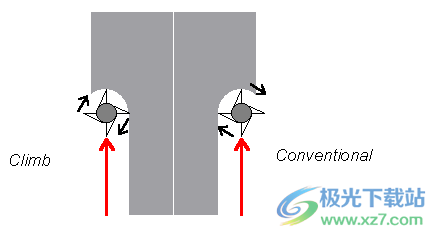
指定刀具方向
刀具可以沿著左側(cè)或右側(cè)的輪廓移動(dòng)。這與主軸方向相結(jié)合,使切割類型為爬升或常規(guī)。許多切割因素,例如要切割的材料類型,會(huì)影響您應(yīng)該為循環(huán)選擇的銑削類型。
磨機(jī)類型
效果(主軸順時(shí)針旋轉(zhuǎn))
攀登
對(duì)鋁等軟材料使用Climb銑削。
刀具沿著輪廓的左側(cè)移動(dòng),因此刀具像輪子一樣沿著地面滾動(dòng)。
在木材布線時(shí),攀爬通常被稱為“向上”。
注意:在硬質(zhì)材料上使用此工具可能會(huì)損壞刀具。
依照慣例的
對(duì)鋼等硬質(zhì)材料使用常規(guī)銑削。
當(dāng)?shù)毒哐刂喞挠覀?cè)移動(dòng)時(shí),刀具會(huì)旋轉(zhuǎn),從而使作用在齒上的切削力逐漸增加。
每顆牙齒都從一個(gè)較淺的切口開始,直到牙齒離開材料。此操作可將刀具齒和材料上的應(yīng)力降至最低。
當(dāng)木材布線時(shí),傳統(tǒng)的通常被稱為“向下切割”。
注意:在如此柔軟的材料上使用此工具可能會(huì)將切屑焊接到材料表面,導(dǎo)致表面粗糙。
沒有一個(gè)
當(dāng)切割方向不重要時(shí)(如激光、火焰或水切割機(jī)),或切割軟材料時(shí),使用<無>。
如果在打開的輪廓上選擇不同的起點(diǎn),循環(huán)將保持在同一側(cè),但切換到輪廓的兩端。
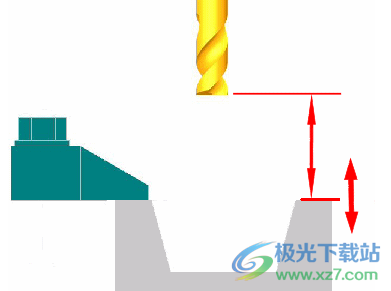
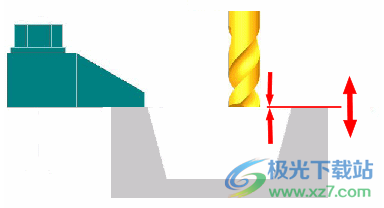
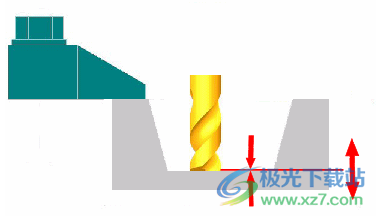
接近和離開工作
大多數(shù)加工循環(huán)會(huì)自動(dòng)將刀具從當(dāng)前位置移動(dòng)到接近切割起點(diǎn)。
在水平面中,工具以快速的速度從當(dāng)前位置移動(dòng)到起點(diǎn)。然后,刀具的運(yùn)動(dòng)取決于其垂直位置。如果工具啟動(dòng):
在“Retract”平面上方,工具會(huì)快速移動(dòng)到“Retract(收回)”平面。
在“收回”平面下方,工具快速上升到“間隙”平面,然后快速下降到“收回”飛機(jī)。
然后,該工具向下饋送到“深度”平面,并饋送到深度處的位置。
盡管大多數(shù)銑削循環(huán)都包括描述刀具接近策略的方法,但EDGECAM提供了兩個(gè)獨(dú)立的“移動(dòng)”菜單命令來控制刀具接近深度,請(qǐng)參閱使用斜坡螺旋和使用斜坡鋸齒。
使用漸變螺旋
盡管大多數(shù)銑削循環(huán)都包括描述刀具接近策略的方法,但EDGECAM提供了兩個(gè)獨(dú)立的“移動(dòng)”菜單命令來控制刀具接近深度:斜坡螺旋和斜坡鋸齒。
代替
選中以選擇一條指令,然后在該指令的工具路徑上選擇一個(gè)節(jié)點(diǎn)。節(jié)點(diǎn)將替換為新的漸變移動(dòng)。
方向
指定開始移動(dòng)的角度,零度為“三點(diǎn)鐘”位置。
半徑
指定螺旋移動(dòng)的半徑。
拋
指定螺旋移動(dòng)中位于同一XY位置的點(diǎn)之間的垂直距離。
變槳參數(shù)示意圖
階梯角度
螺旋線由直線移動(dòng)段組成。指定在每條線段之后更改角度的量。默認(rèn)值為30度。
進(jìn)料速率
指定刀具的水平切割速度。
速度
指定工具的旋轉(zhuǎn)速度。
起始級(jí)別
指定開始移動(dòng)的絕對(duì)高度。
方向
指定螺旋移動(dòng)是順時(shí)針還是逆時(shí)針。
名稱
指定命名循環(huán)。進(jìn)近將移至命名循環(huán)的開始。這與Replace參數(shù)互斥。
使用斜坡鋸齒形
盡管大多數(shù)銑削循環(huán)都包括描述刀具接近策略的方法,但EDGECAM提供了兩個(gè)獨(dú)立的“移動(dòng)”菜單命令來控制刀具接近深度:斜坡螺旋和斜坡鋸齒。
代替
選中以選擇一條指令,然后在該指令的工具路徑上選擇一個(gè)節(jié)點(diǎn)。節(jié)點(diǎn)將替換為新的漸變移動(dòng)。
方向
指定開始移動(dòng)的角度,零度為“三點(diǎn)鐘”位置。
角
指定坡道的垂直角度,90度是垂直移動(dòng)。
長
指定每個(gè)漸變段的長度,該長度必須為正值。
進(jìn)料速率
指定刀具的水平切割速度。
速度
指定工具的旋轉(zhuǎn)速度。
金屬絲
進(jìn)料速率
以每分鐘為單位指定進(jìn)給速率。
銑削和車削
進(jìn)料速率
以每轉(zhuǎn)單位或每分鐘單位指定工作平面中的進(jìn)給速率。您可以使用進(jìn)給類型(機(jī)械加工?其他加工周期?Miscellaneous menu)命令。
柱塞進(jìn)給
指定垂直進(jìn)給速率(在車削中,這僅適用于C軸)。
速度
指定銑削中心上刀具的轉(zhuǎn)速,單位為每分鐘轉(zhuǎn)數(shù)。工具移動(dòng)的類型取決于是否選擇了“二維捕捉”按鈕。默認(rèn)情況下,選擇此按鈕。如果選擇了“二維捕捉”按鈕,則工具只能在工作平面中以當(dāng)前高度移動(dòng)。如果“二維捕捉”處于禁用狀態(tài),則進(jìn)給移動(dòng)將忽略所有Z信息(例如,來自實(shí)體選擇)。
在車削中心,這指的是主軸速度,單位為每轉(zhuǎn)。如果使用CSS(機(jī)械加工?其他加工周期?Miscellaneous menu)命令。CSS通常只用于帶有固定工具的車削中心(但不包括鉆頭和絲錐)。
起始級(jí)別
指定開始移動(dòng)的絕對(duì)高度。
名稱
指定命名循環(huán)。進(jìn)近將移至命名循環(huán)的開始。這與Replace參數(shù)互斥。
選擇起點(diǎn)
一旦選擇了循環(huán)要加工的所有實(shí)體,大多數(shù)循環(huán)就會(huì)為每個(gè)選定的輪廓提供一個(gè)默認(rèn)起點(diǎn)。
此默認(rèn)起點(diǎn)和更改方式因循環(huán)類型而異。有關(guān)詳細(xì)信息,請(qǐng)參閱特定類型的加工。
自動(dòng)收回刀具
“完成時(shí)間”參數(shù)(在銑削周期對(duì)話框中)可用于控制該銑削周期結(jié)束時(shí)刀具的行為。這在“孔循環(huán)”命令中不可用。
您可以選擇以下選項(xiàng)之一:
深度
工具在最后一道菜結(jié)束時(shí)保持“深度”。
清除
該工具從“深度”快速移動(dòng)到“間隙”平面。
收回
該工具從“深度”快速移動(dòng)到“收回”平面。
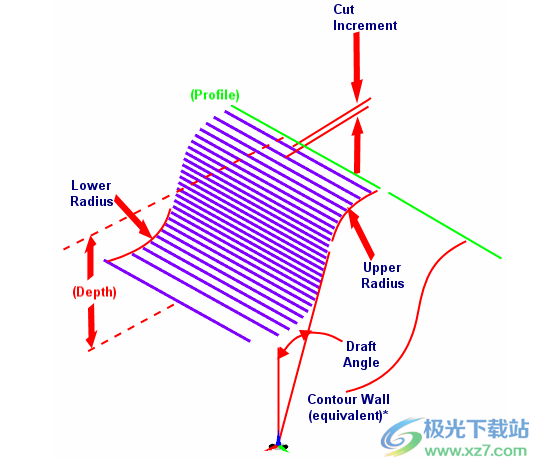
定義拔模墻
如果要沿輪廓進(jìn)行多個(gè)過程,并帶有可選的拔模墻,請(qǐng)使用“輪廓”選項(xiàng)卡(此選項(xiàng)卡可用于“二維輪廓”、“平地精加工”、“輪廓”、《粗加工》和“柱塞粗加工”循環(huán))。拔模斜度墻參數(shù)將應(yīng)用于縱斷面和縱斷面中包含的任何孤島。
選擇異形墻
選中此項(xiàng)可以選擇定義墻輪廓的圖元,而不是使用參數(shù)(下面的“繪制角度”等)。下圖中的“等值墻(等效)”線顯示了這一點(diǎn)。另請(qǐng)參見使用墻輪廓圖元。
切割增量、拔模斜度等
下圖顯示了各種尾墻參數(shù)。(請(qǐng)注意,“深度”是在“深度”選項(xiàng)卡中設(shè)置的。)
下載地址
- Pc版
Vero Edgecam 2023.1(2335) x64
本類排名
本類推薦








裝機(jī)必備
換一批






















- 聊天
- qq電腦版
- 微信電腦版
- yy語音
- skype
- 視頻
- 騰訊視頻
- 愛奇藝
- 優(yōu)酷視頻
- 芒果tv
- 剪輯
- 愛剪輯
- 剪映
- 會(huì)聲會(huì)影
- adobe premiere
- 音樂
- qq音樂
- 網(wǎng)易云音樂
- 酷狗音樂
- 酷我音樂
- 瀏覽器
- 360瀏覽器
- 谷歌瀏覽器
- 火狐瀏覽器
- ie瀏覽器
- 辦公
- 釘釘
- 企業(yè)微信
- wps
- office
- 輸入法
- 搜狗輸入法
- qq輸入法
- 五筆輸入法
- 訊飛輸入法
- 壓縮
- 360壓縮
- winrar
- winzip
- 7z解壓軟件
- 翻譯
- 谷歌翻譯
- 百度翻譯
- 金山翻譯
- 英譯漢軟件
- 殺毒
- 360殺毒
- 360安全衛(wèi)士
- 火絨軟件
- 騰訊電腦管家
- p圖
- 美圖秀秀
- photoshop
- 光影魔術(shù)手
- lightroom
- 編程
- python
- c語言軟件
- java開發(fā)工具
- vc6.0
- 網(wǎng)盤
- 百度網(wǎng)盤
- 阿里云盤
- 115網(wǎng)盤
- 天翼云盤
- 下載
- 迅雷
- qq旋風(fēng)
- 電驢
- utorrent
- 證券
- 華泰證券
- 廣發(fā)證券
- 方正證券
- 西南證券
- 郵箱
- qq郵箱
- outlook
- 阿里郵箱
- icloud
- 驅(qū)動(dòng)
- 驅(qū)動(dòng)精靈
- 驅(qū)動(dòng)人生
- 網(wǎng)卡驅(qū)動(dòng)
- 打印機(jī)驅(qū)動(dòng)



網(wǎng)友評(píng)論